

(3) Hoses are provided with connections at each end so that they may be
connected to their respective regulator outlet and torch inlet connections. To
prevent a dangerous interchange of acetylene and oxygen hoses, all threaded
fittings used for the acetylene hookup are left hand and all threaded fittings for
the oxygen hookup are right hand.
(4) Welding and cutting hose is obtainable as a single hose for each gas or
with the hoses bonded together along their length under a common outer rubber
jacket. This type prevents the hose from kinking or becoming entangled during the
welding operation.
e. Oxyacetylene welding torch.
(1) The oxyacetylene welding torch is used to mix oxygen and acetylene in
definite proportions and to control the volume of these gases burning at the
welding tip. The torch has two needle-type valves: one for adjusting the flow of
oxygen and one for adjusting the flow of acetylene. In addition, there are two
tubes, one for oxygen, the other for acetylene; a mixing head; inlet nipples for
the attachment of hoses; a tip; and a handle. The tubes and handle are of seamless
hard brass, copper nickel alloy, stainless steel, or other noncorrosive metal of
adequate strength.
(2) There are two general types of welding torches: the low-pressure or
injector type and equal pressure type.
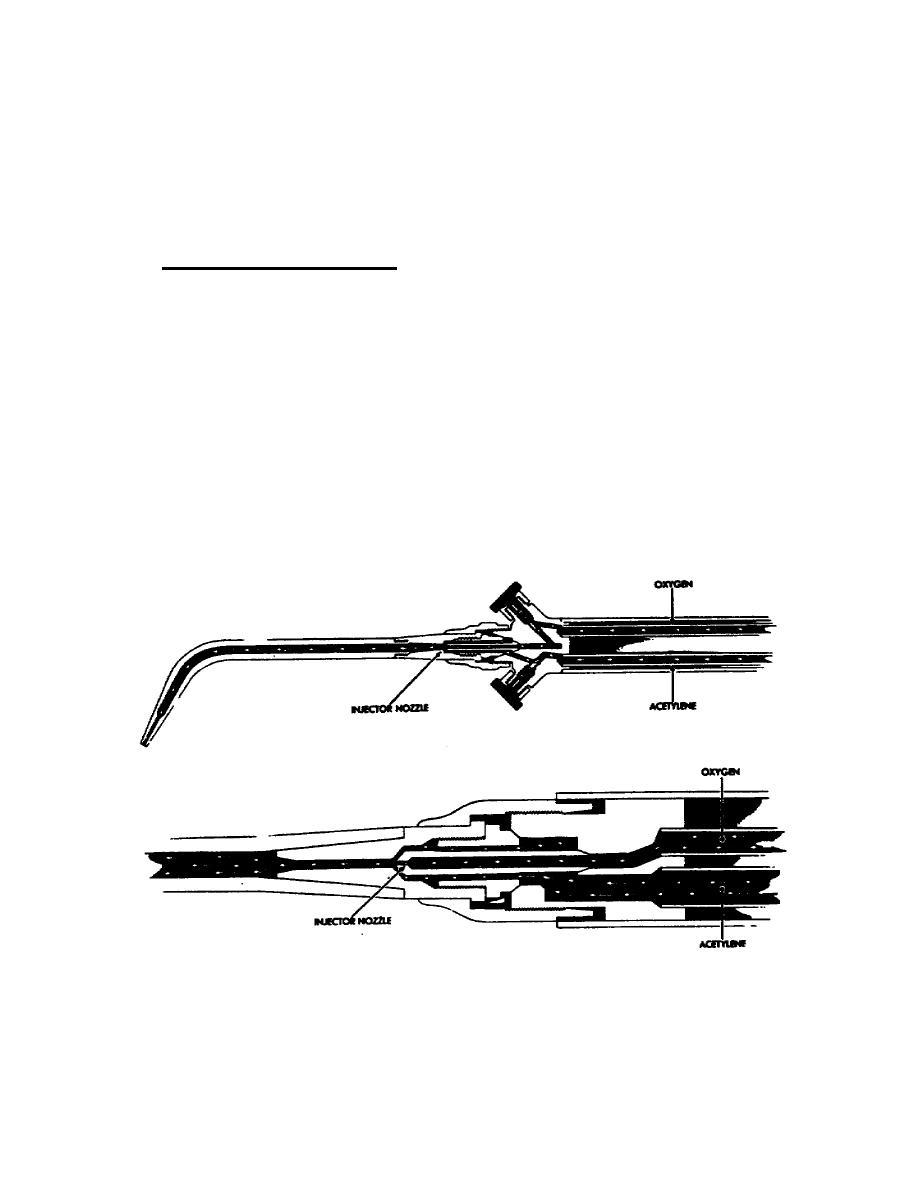
(a) In the low-pressure or injector type (fig 6) the acetylene pressure
is less than 1 PSI. A jet of high-pressure oxygen is used to produce a suction
effect to draw in the required amount of acetylene. This is accomplished by
designing the mixer in the torch to operate on the injector principle. The welding
tips may or may not have separate injectors designed integrally with each tip.
Figure 6.
Mixing head for injector type welding torch.
111

 Previous Page
Previous Page
