

(5) Close the jaws lightly against the pipe by turning the handle clockwise.
(6) After the wheel(s) and rollers have just made contact with the pipe,
make another clockwise quarter turn on the handle. This gives the wheel(s) a
"bite" on the pipe. Apply thread cutting oil to the wheel(s) and pipe.
(7) Rotate the cutter completely around the pipe, making a quarter turn on
the handle for each complete revolution, until the pipe is cut.
(8) If the pipe has been cut with a three-wheel cutter, the outside bur must
be removed with a file before the pipe can be threaded.
d. Use of tube cutters. Both rigid and flexible copper tubing may be cut
with a tubing cutter or a hacksaw. Follow the procedure for cutting iron pipe when
using the pipe cutter; generally, no vise is required to hold the tubing. One hand
holds the tubing firmly while the other turns the cutter. A vise may be needed to
cut tubing of large diameter, in which case care must be taken to avoid crushing
the tubing. An iron pipe coupling sawed in half and lined with sheet lead can be
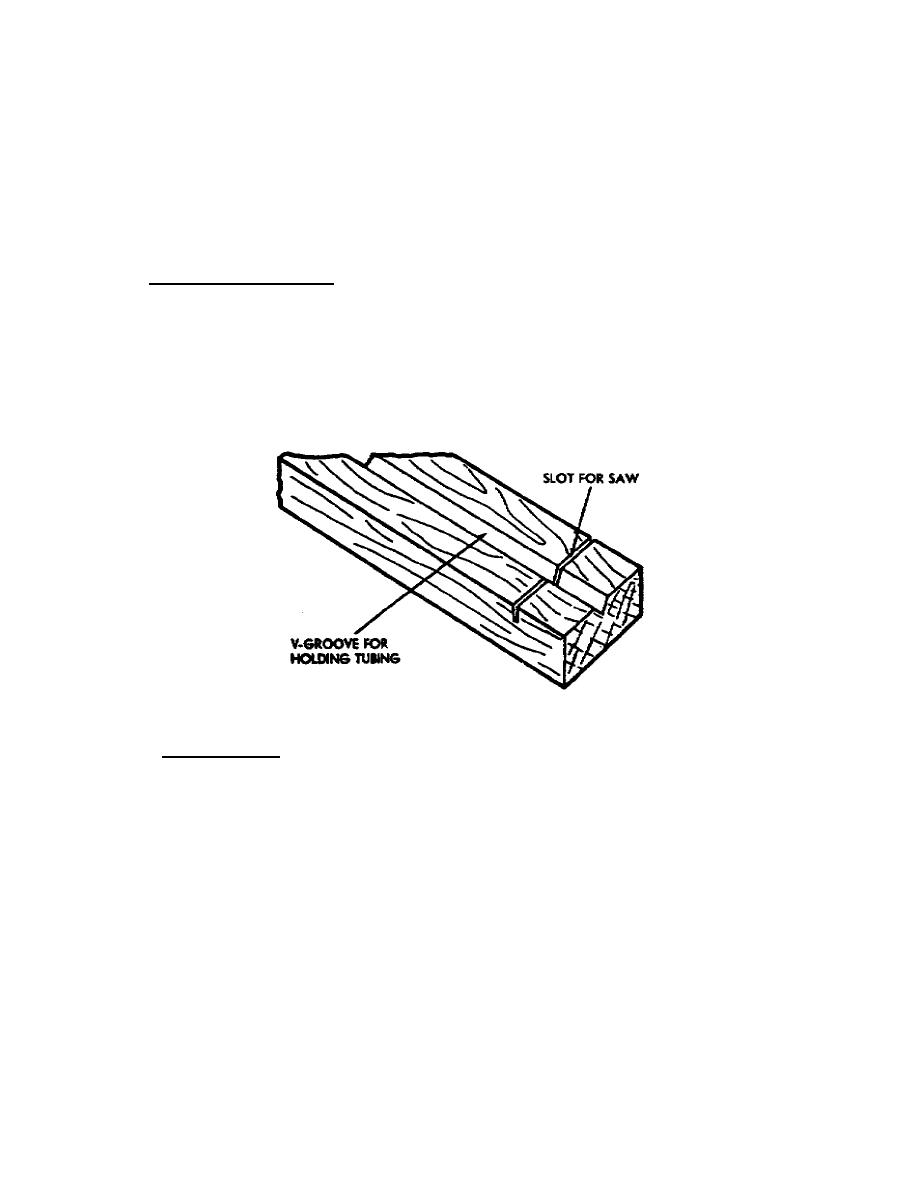
placed around the pipe to protect it while it is held in the vise. If a hacksaw is
used, it should have a fine-toothed blade (24 teeth per inch). A miter box or jig,
made from a piece of wood 2 to 4 inches long (fig 20), will help to keep the cut
square. After cutting, remove all burs by reaming.
Figure 20.
Jig for cutting tubing with a hacksaw.
e. Flaring tools. Compression-type fittings have threaded flange nuts which
compress the flared end of the flexible tubing against a ground joint on the
fitting. Follow the steps below to make a good joint.
(1) Inspect the end of the tubing to see that it has no burs and is not
badly out-of-round. Flaring will generally re-round tubing that is slightly out-
of-round.
(2) Remove a flange nut from the fitting and slide it onto the tubing
unthreaded end first.
(3) Flare the end of the tubing with either a flaring tool or a flanging
tool.
Put a drop or two of light machine oil on the end of the tubing when flaring
it.
69

 Previous Page
Previous Page
