

(3) Flaring tools. Flaring tools (fig 18) are used to flare soft copper,
brass, or aluminum to make up 45 flare joints. The single flaring tool consists
of a split die block that has holes for 3/16-, 1/4-, 5/16-, 3/8-, 7/16-, and 1/2-
inch o.d. tubing, a clamp to lock the tube in the die block, a yoke that slips over
the die block that has a compressor screw, and a cone that forms a 45 flare or a
bell shape on the end of the tube. The screw has a T-handle. A double flaring
tool has the additional feature of adapters that turn in the edge of the tube
before a regular 45 double flare is made. It consists of a die block with holes
for 3/16-, 1/4-, 5/16-, 3/8-, and 1/2-inch tubing, a yoke with a screw and a
flaring cone, plus five adapters for different size tubing all carried in a metal
case.
c. Use of pipe cutters.
Before cutting pipe, make certain the required
correct length is determined.
(1) Mark the spot where the cut is to be made with a scriber, file, chalk,
or crayon.
(2) Lock the pipe tightly in the vise with the cutting mark approximately 8
inches from the vise. This distance will vary according to the space required by
the die stock to be used for threading.
(3) Open the jaws of the pipe cutter by turning the handle counterclockwise.
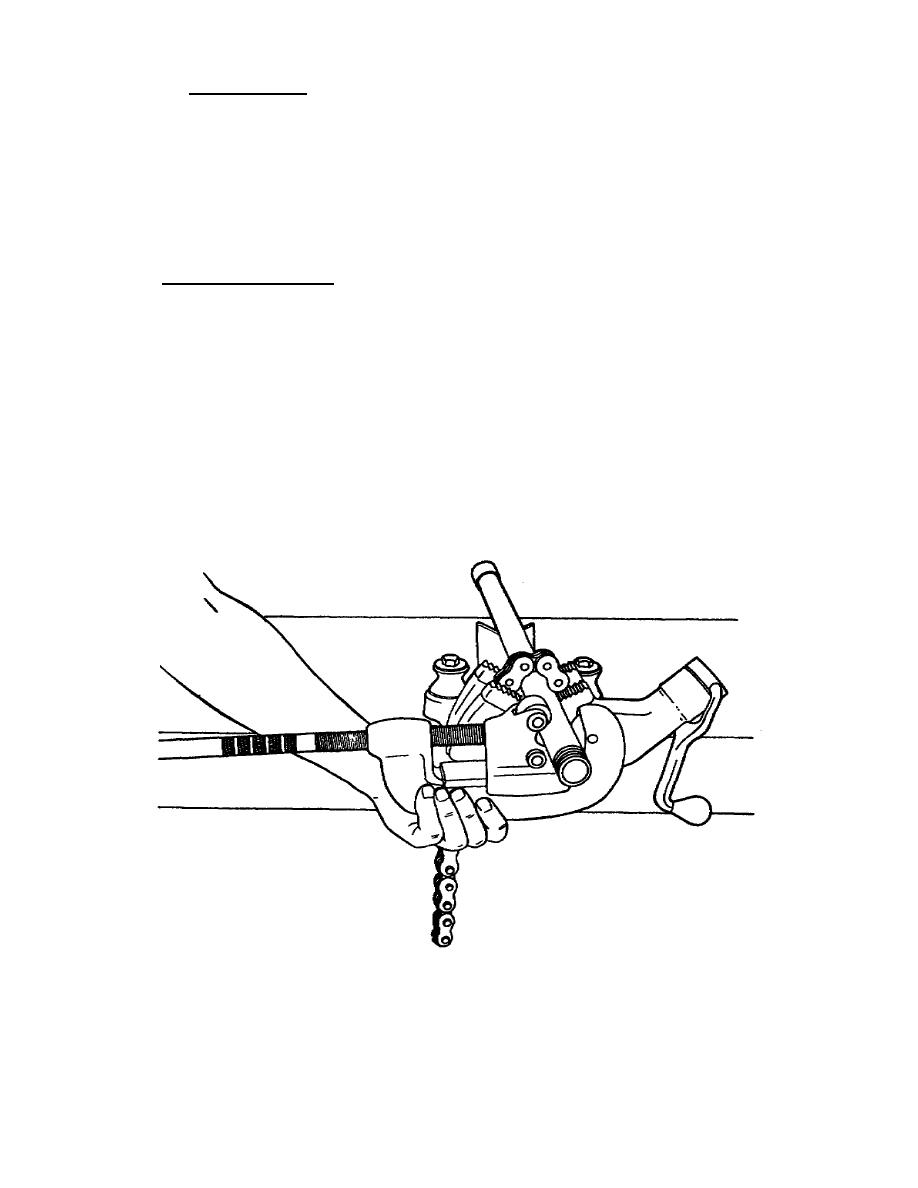
(4) Place the cutter around the pipe from underneath (fig 19) with the
cutting wheel (single-wheel cutter) exactly on the mark. The rollers of the
single-wheel cutter insure a straight cut. If a three-wheel cutter is used, place
the cutting wheel of the movable jaw on the mark and make sure that all three
wheels lie level at right angles to the centerline of the pipe.
Figure 19.
Cutting pipe.
68


 Previous Page
Previous Page
