

BANDSAW OPERATIONS - OD1646 - LESSON 1/TASK 1
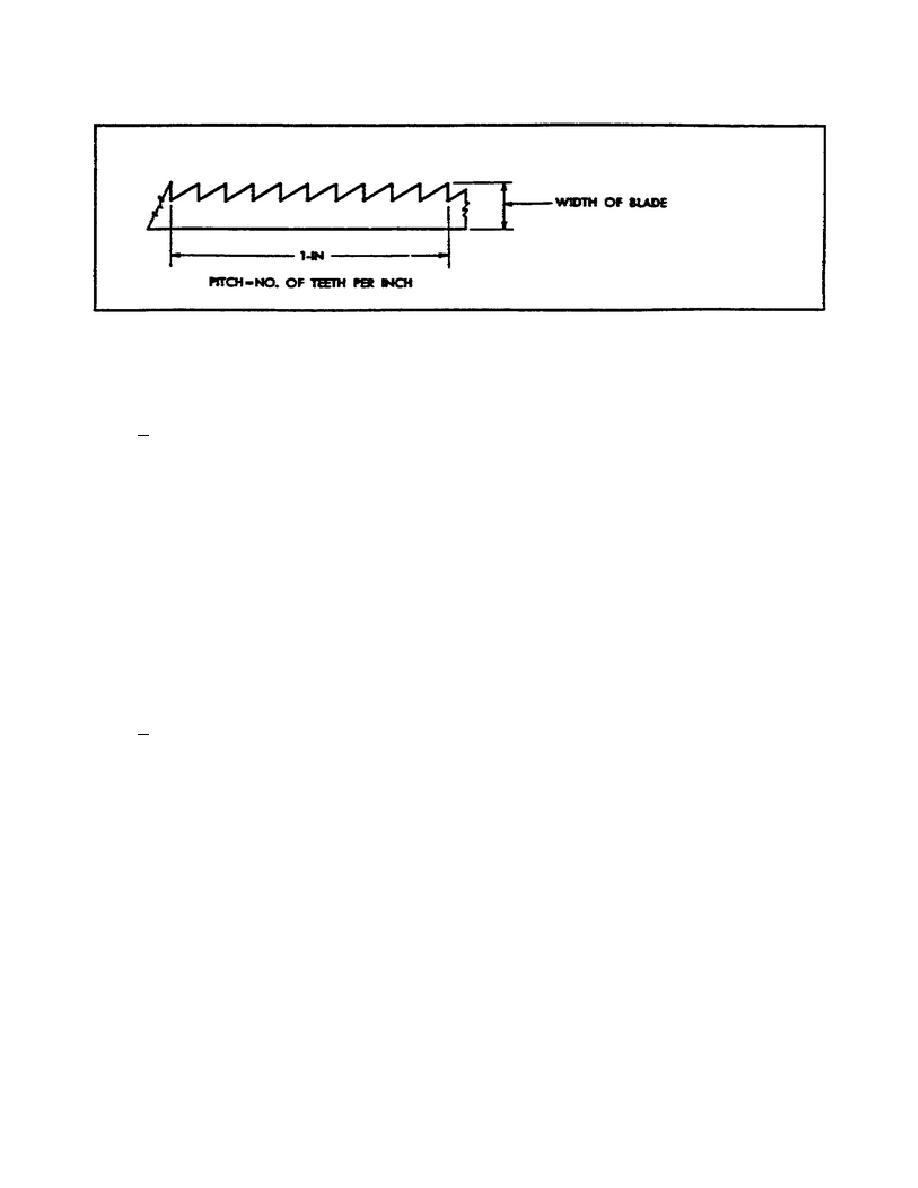
FIGURE 8.
PITCH OF TEETH.
(b) Selecting the Proper Blade. Bandsaw blades are selected according
to the type of material to be cut, the thickness of the material to be cut,
and the sawing operation to be performed.
1 Blade Pitch. Soft or gummy materials and thick stock require coarse
tooth blades to provide adequate chip clearance. Hard materials generally
require finer tooth blades. Fine tooth blades are also necessary if a good
finish is desired. Since two or three teeth of the bandsaw blade must be in
contact with the workpiece at all times to prevent chatter and shearing of
teeth, fine tooth blades are used to cut sheet metal and tubing. If sheet
metal is too thin to meet this requirement with the finest tooth blade
available, the metal should first be mounted on plywood, fiber, or thicker
metal to stiffen it. Table 1, on the following page, may be used as a guide
in selecting the proper pitch bandsaw blade for different metals and metal
thicknesses. If the stock is exceptionally large, coarser tooth blades than
those recommended for solid stock may be used. Remember, two or more teeth
must contact the workpiece at all times to prevent shearing of the blade
teeth.
If the recommended pitch for solid stock fails to meet this
requirement, a blade with finer pitch must be selected.
2 Blade Width.
When straight sawing, the widest blade available of
the proper pitch should be used.
Thinner blades are required for contour
sawing to prevent the body of the blade from rubbing the sides of the cut
when cutting sharp curves.
When curves or radii are to be cut on the
bandsaw machine, the widest blade adaptable to the sharpest radius to be cut
should be used. Narrow blades are more easily broken than wide blades and
should be used only where necessary.
11

 Previous Page
Previous Page
