

BANDSAW OPERATIONS - OD1646 - LESSON 1/TASK 1
rolls of 50 to 500 feet for use on machines that have butt welders for
forming their own blade bands.
Bandsaw blades are also supplied in
continuous welded bands in standard sizes for machines having no provisions
for welding blade bands. All three models discussed in this subcourse have
provisions for welding blade bands.
(a) Characteristics of Blades.
Bandsaw blades are made from special
alloy steel.
The blades are made flexible by annealing the body of the
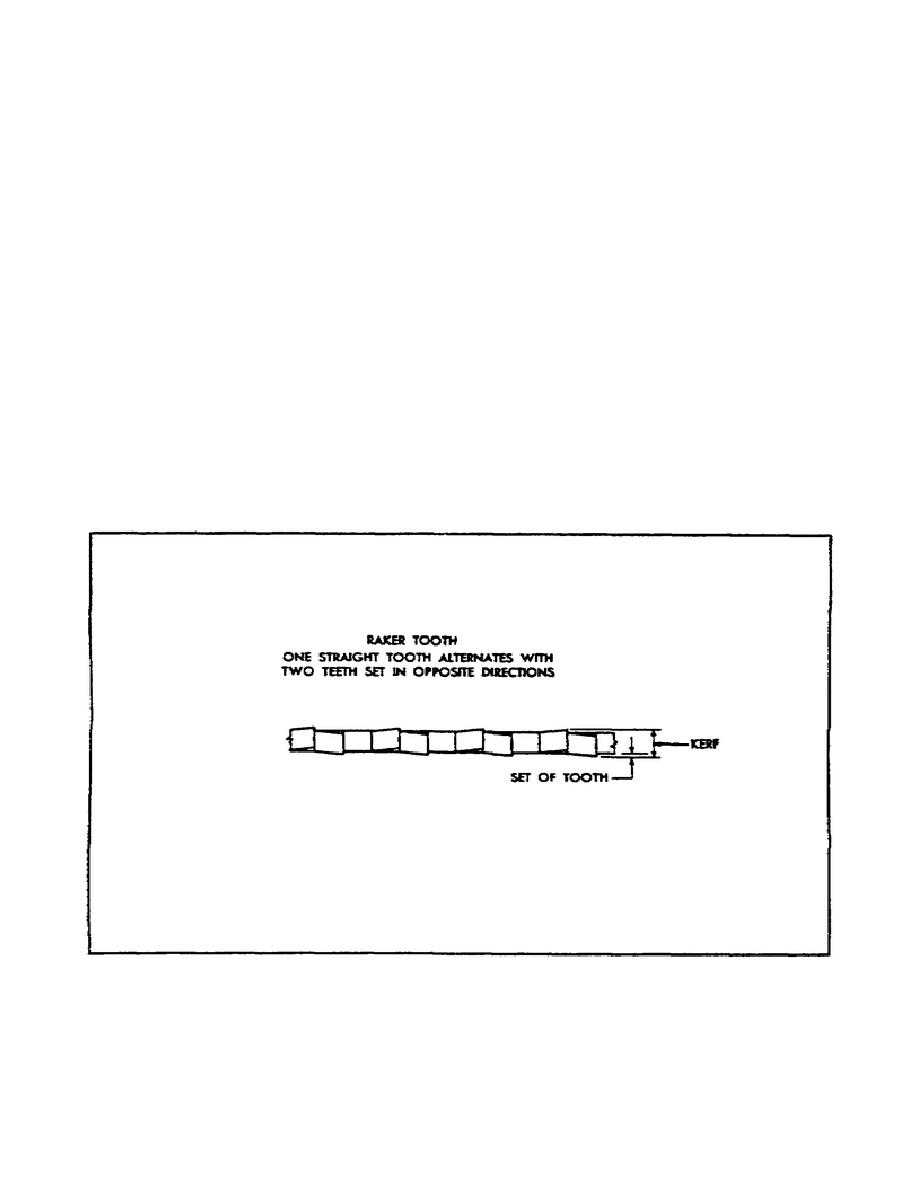
blade and hardening only the teeth. Metal cutting bandsaw blades have their
teeth set to produce a kerf, or cut, slightly wider than the thickness of
the blade to prevent the blade from being pinched by the stock. The setting
of the teeth for most bandsaw blades is called the raker setting.
Raker
tooth blades have one tooth bent to the right, the next tooth bent to the
left, and the third tooth set straight (figure 7).
The pitch of bandsaw
blade teeth is the number of teeth per linear inch of the blade (figure 8 on
the following page). For example, if a blade has 14 teeth per inch (tpi),
it has a pitch of 14, or it may be referred to as a 14-pitch blade. Metal
cutting bandsaw blades range from 6 to 32 teeth per inch. The finer tooth
blades are used for sawing thin stock; the coarse tooth blades are used for
sawing large stock and soft metal.
FIGURE 7.
RAKER TOOTH SETTING.
10


 Previous Page
Previous Page
