

(a) Diameter and pitch of tapped hole. The coarser the pitch, the
larger is the thread depth if a full thread were cut. Try a drill giving 75
percent thread depth first. If tap breakage results, reduce the thread depth
gradually by using larger drills until satisfactory performance is obtained.
Note.
-
A nut with only 50 percent thread depth will break the bolt before it
strips the thread.
American Standard screw threads are standardized in two series: coarse and fine.
As a tap size becomes smaller, the percentage of double thread depth in relation to
basic major diameter of the screw generally becomes larger.
% Double thread depth
Basic major diameter
Coarse
Fine
1.0 inch
16
9
0.750 inch
17
11
0.500 inch
20
13
0.375 inch
22
14
0.250 inch
26
19
No 5 machine screw
26
24
(b) Nature of material being tapped. Soft metals such as copper,
aluminum, monel metal, nickel silver, and the low melting point alloys have a
tendency to flow toward the root of the minor diameter of the tap while being
tapped. The minor diameter of tapped holes in such material will be smaller after
tapping. Take this into consideration when selecting the tap drill of sufficient
size. Use the smallest thread depth possible on materials that are very tough or
of high hardness. This is accomplished by using the largest drill possible, which
nevertheless will be smaller than the one used for softer materials under similar
circumstances.
(c) Depth of tapped hole. Larger tap drills giving 50 percent thread
depth may be used when holes are deeper than 1-1/2 times the tap diameter. Punched
holes often cause binding and tap breakage, especially in thin sheet metal, which
creates an "oilcan" effect. When the hole is punched, the metal is flared out. As
the tap is reversed after threading, it draws in this flare and binds. Consider
this when selecting punch size. The larger the punched hole, the less tendency for
the tap to bind. Holes formed in castings and forgings should be checked for 75
percent depth and reamed to size, if necessary, before tapping.
(2) Tapping a hole.
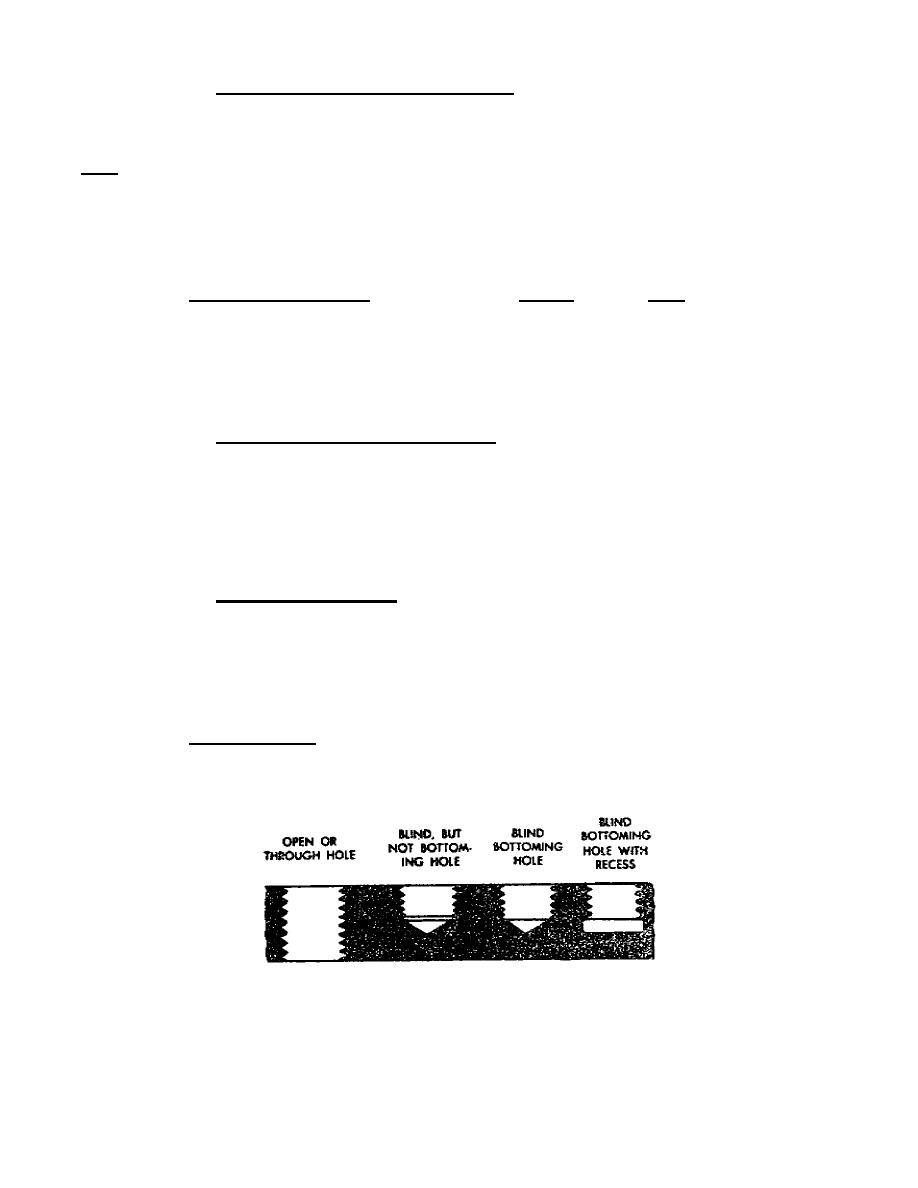
(a) After the proper size and type hole (fig 36) is drilled and cleaned,
secure the tap in a tap wrench.
Figure 36.
Types of drilled holes.
81

 Previous Page
Previous Page
