

WELDING OPERATIONS I - OD1651 - LESSON 1/TASK 2
FIGURE 30.
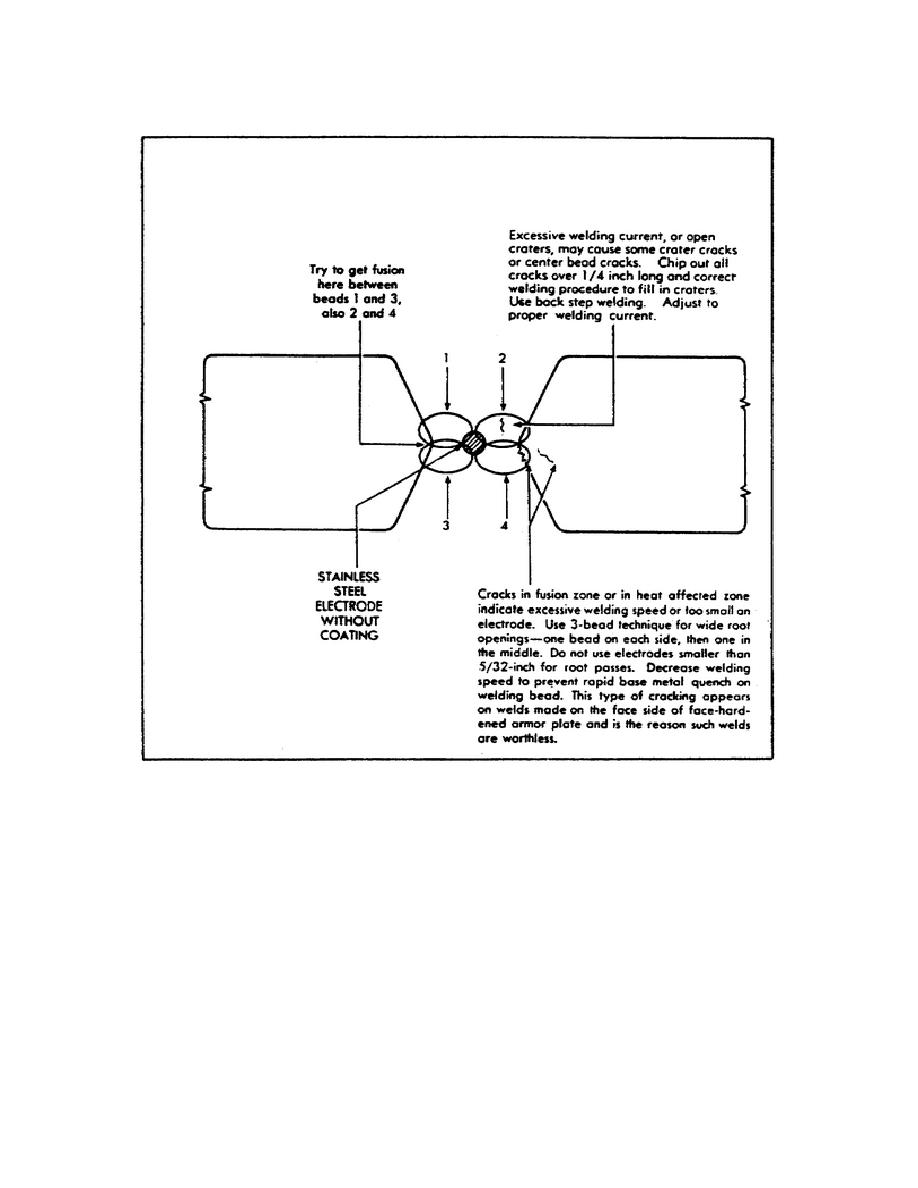
HOMOGENEOUS ARMOR COMMON DEFECTS
AND REMEDIAL PROCEDURES.
(5) The sequence of welding beads and the procedure recommended
to completely weld the single V joint are shown in figure 31, on
the following page.
Welding should be performed with a 5/32 or
3/16 inch electrode. The electrode is directed against the side
wall of the joint, so as to form an angle of approximately 20 to
30 degrees with the vertical.
The electrode should also be
inclined 5 to 15 degrees in the direction of welding.
By this
procedure,
the
side
wall
penetration
can
be
effectively
controlled. The electrode weaving motion should not exceed 2 1/2
electrode core wire diameters.
This is important because
stainless steel has a coefficient of expansion approximately 1
1/2 times that of mild steel; if a weaving motion
74

 Previous Page
Previous Page
