

WELDING OPERATIONS I - OD1651 - LESSON 1/TASK 1
joint. Excessive current will create a very fluid puddle, which
will be difficult to control.
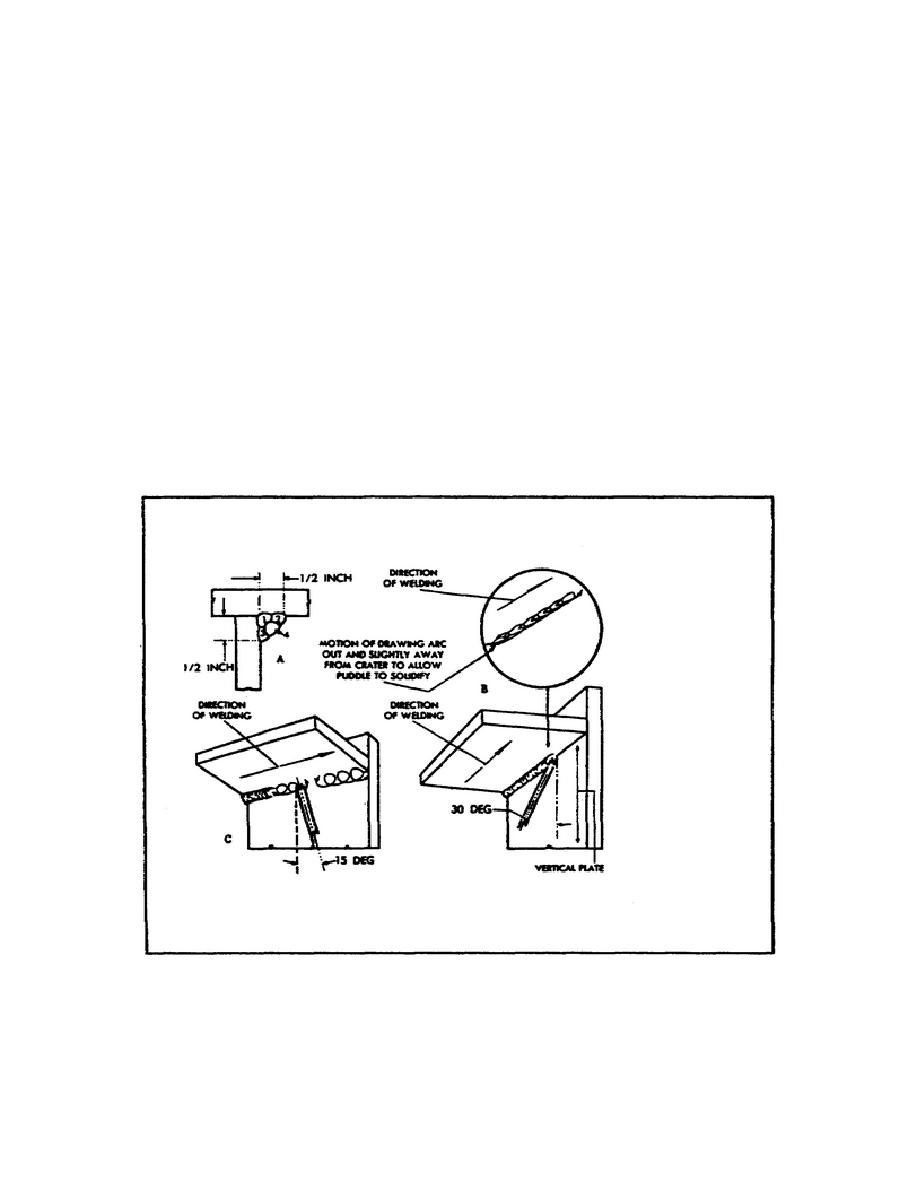
(3) Fillet Welds (figure 24).
(a) In making fillet welds in either tee or lap joints in the
overhead position, a short arc should be held and there should be
no weaving of the electrode.
The order in which the beads are
deposited is shown in figure 24, view A. The electrode should be
held approximately 30 degrees to the vertical plate and moved
uniformly in the direction of the welding as shown in figure 24,
view B.
The arc motion should be controlled to secure good
penetration to the root of the weld and good fusion with the
sidewalls of the vertical and horizontal plates.
If the molten
metal becomes too fluid and tends to sag, the electrode should be
whipped away quickly from the crater and ahead of the weld so as
to lengthen the arc and allow the metal to solidify.
The
electrode should then be returned immediately to the crater and
the welding continued.
FIGURE 24.
OVERHEAD POSITION
FILLET WELDING.
53

 Previous Page
Previous Page
