

BANDSAW OPERATIONS - OD1646 - LESSON 1/TASK 1
before the band will be too short to fit over the machine wheels.
(b) If it is found, after making the weld, that the teeth of the band
point in the wrong direction, it can be reversed by turning the band inside
out. However, this cannot be done when the band is welded through a piece
of material for internal sawing. In this case, the saw band must be cut and
welded.
(6) Cleaning Up After Welding. It is important that the welder jaws be
kept clean at all times. The jaws and inserts must be wiped and/or scraped
clean after every weld. Doing this will maintain the strength and fatigue
characteristics of the band by holding proper alignment, preventing flash
from becoming embedded in the band, and preventing shorts or poor electrical
contact.
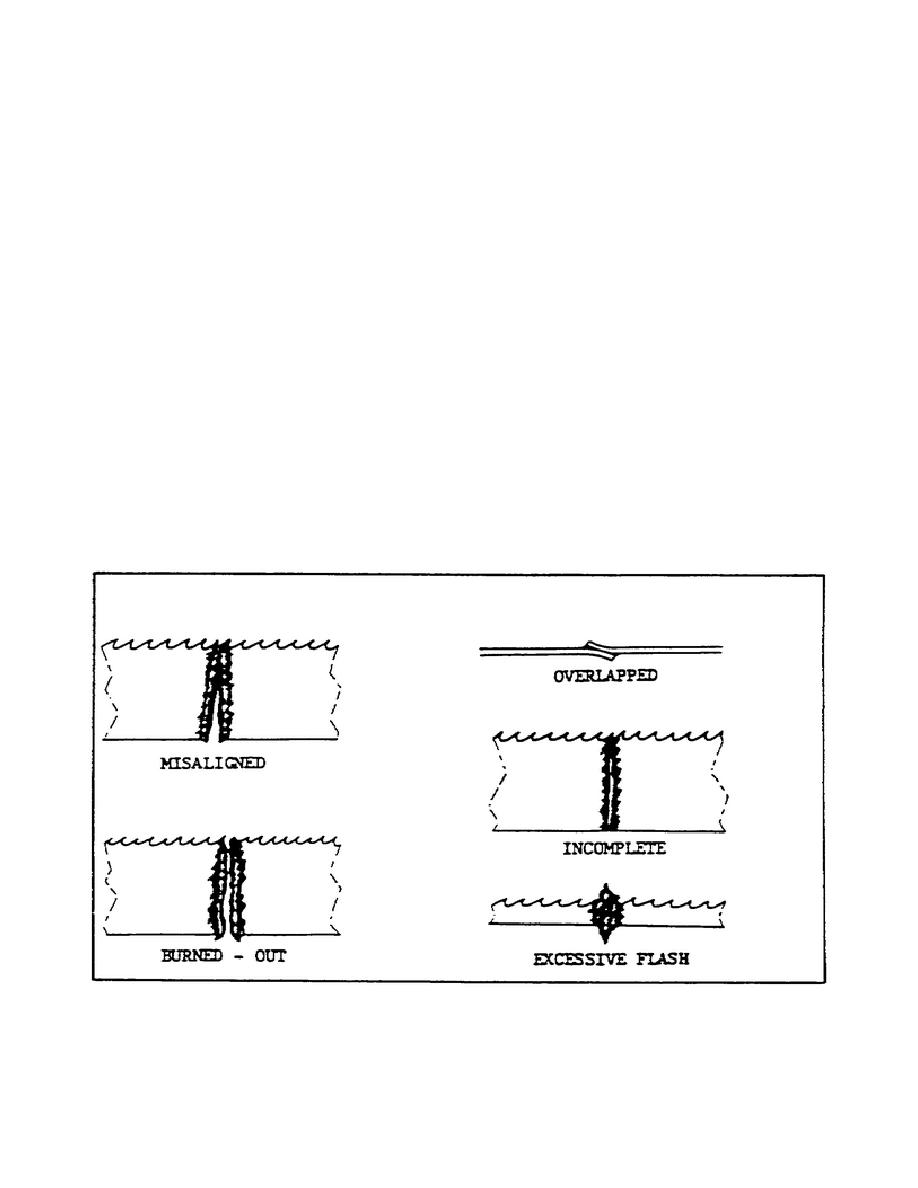
(7) Inspecting the Weld. When the band is removed from the welder, it
should be inspected carefully. The color of the upset material around the
weld should be blue-gray, and of equal intensity throughout. The spacing of
the teeth should be uniform, and the weld should be located in the center of
the gullet. Major jaw misalignment is easily noted at this time from the
weld appearance. Figure 26 shows several types of defective welds. If a
weld is imperfect, some of
FIGURE 26.
DEFECTIVE WELDS.
35

 Previous Page
Previous Page
