

Figure 24.
Iron tinned for working on underside:.
c. Preparing the job surface.
(1) Cleaning. Cleaning the surfaces to be joined is an important step in
soldering operations. If soldering is not already made impossible by the presence
of dirt, rust, corrosion, oil, or grease, any bond obtained will be seriously
weakened. Cleaning may be done with a scraper, file, wire brush, emery cloth, or
sandpaper. For heavily oxidized surfaces, a solution of muriatic (diluted
hydrochloric) acid may be used as a cleaning agent. Cleaning should be considered
satisfactory when the portion of the bare metal to be soldered shows a smooth
bright surface. The cleaned surface of the metal should not be touched because
that will leave a grease stain or perspiration mark that is sufficient to keep the
solder from adhering properly.
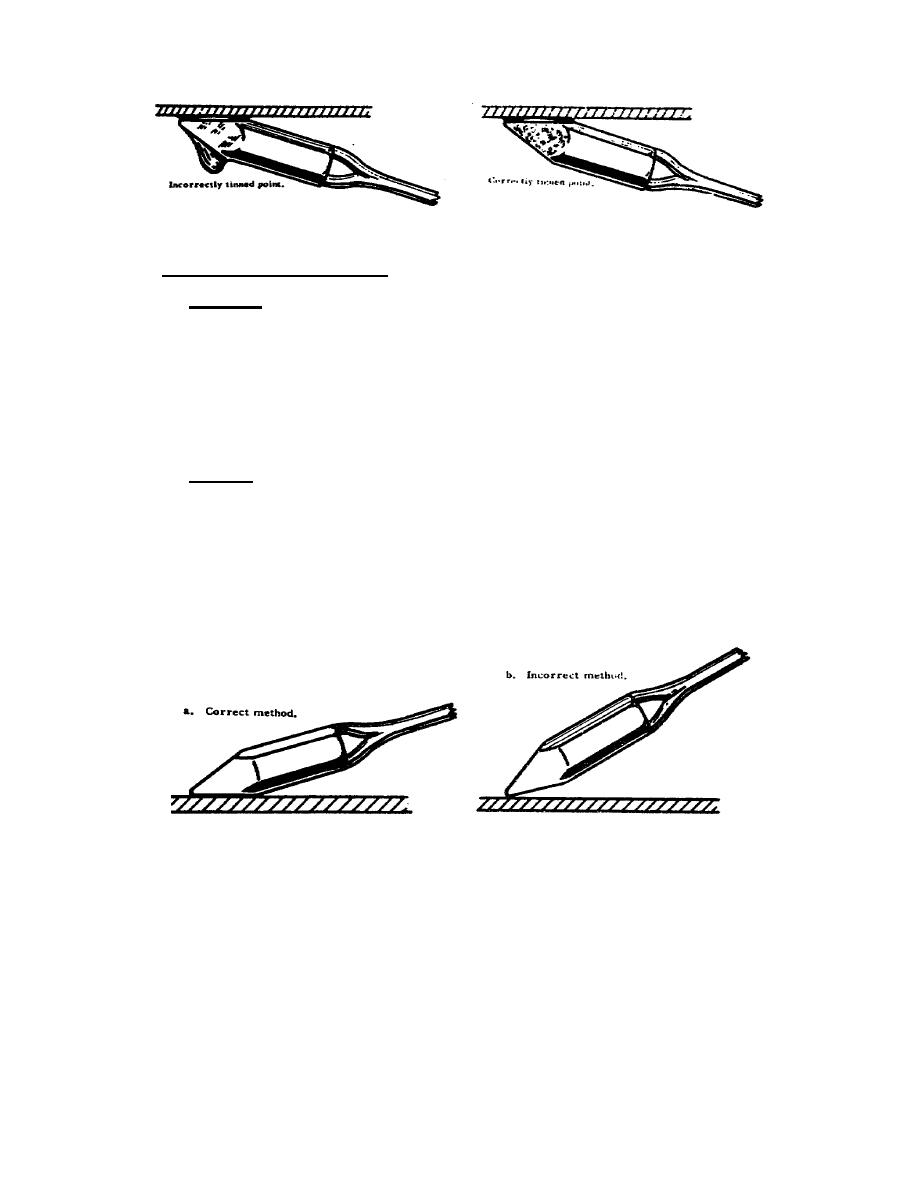
(2) Fluxing.
(a) To stop the formation -of additional oxide, the cleaned metal surface
should immediately be protected from the atmosphere with a coating of flux. The
metals to be soldered should be heated by holding the soldering iron flat against
the surfaces of the joint as shown in figure 25. A small amount of flux should
then be applied to the surfaces of the heated metals. Only a small amount of flux
is necessary because when applied to heated metals it spreads rapidly. Liquid flux
can be applied with a small brush, swab, or squirt can.
Figure 25.
Correct and incorrect methods of using cored solder.
142

 Previous Page
Previous Page
