

(b) When cut acid is used as a flux, the water in it turns to steam
under the soldering heat and is lost. This dries out the flux; therefore,
additional water is required to maintain full effectiveness. More water or flux
should be applied to the areas of the metal to be soldered while reheating or
changing the soldering iron. Unless the flux is refreshed the solder will not bond
to the metal.
(c) When using the acid-type or paste flux it is necessary to wash the
surface with water to remove all traces of flux residue. When cored solders are
used, separate fluxing is unnecessary since the flux and solder are applied in one
operation.
d. Applying solder.
(1) Solder should be applied directly to the joint before the flux has a
chance to evaporate. The tip of the soldering iron should be kept in contact with
the metals being soldered until the solder flows freely over the joint. Heating of
the metal should not be continued past this point or the solder will flow away from
the joint along the sides of the metal pieces. Insufficient heating of the metals
will prevent the solder from flowing freely, creating a weak cold joint.
(2) Bar and solid wire solders may be applied either to the tip of the iron
and flowed onto the work or applied directly to the heated surfaces. The latter
method is more advantageous because it is easy to tell whether or not the surfaces
have been sufficiently heated. The metals to be joined must be heated enough to
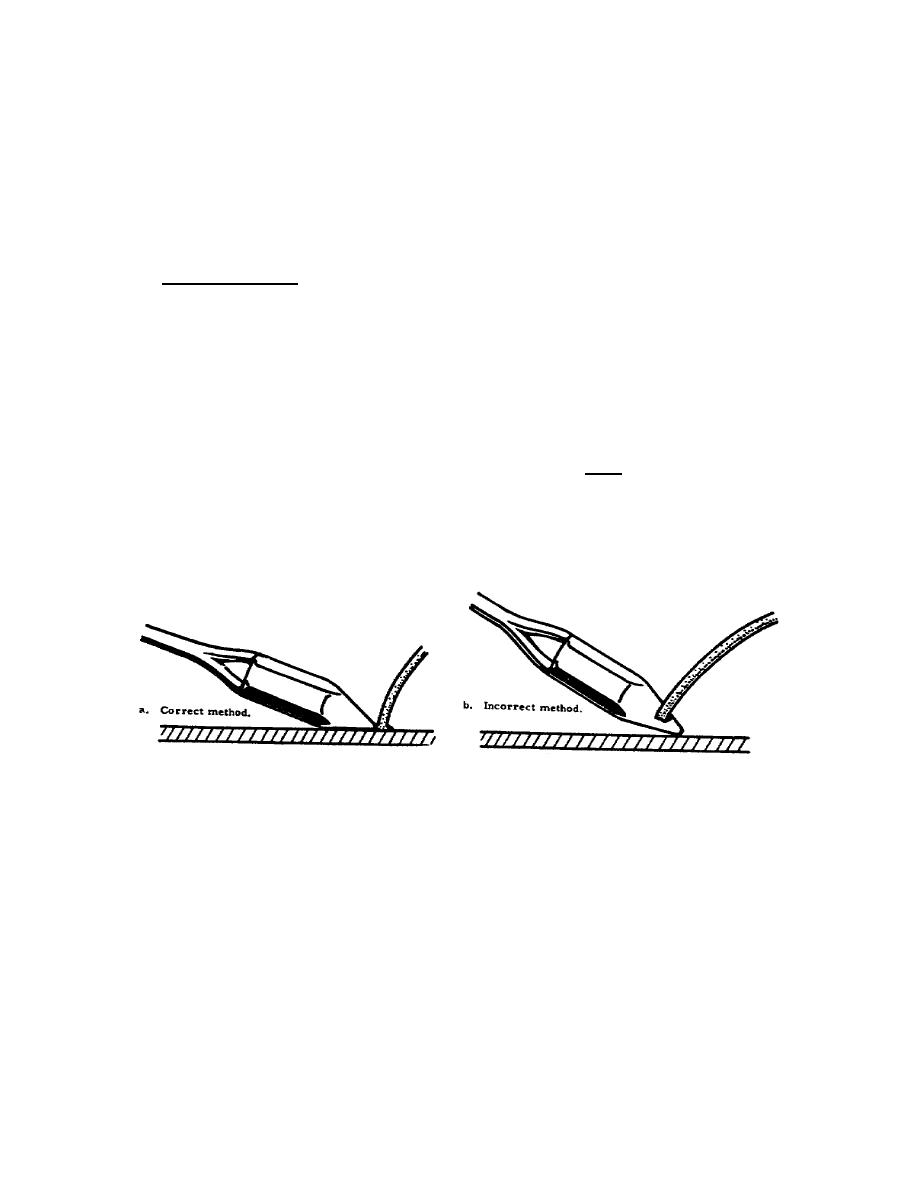
melt the solder. When using acid core or rosin core solders, the solder should not
be applied directly to the hot tip of the iron and dripped on the work but should
be applied directly on the surface (fig 25A). Melting acid or rosin core solders
on the hot tip will cause evaporation of the flux, possibly resulting in an
imperfect joint. After using acid core solders, the end of the solder wire should
be crimped before storing to prevent loss of acid.
Figure 25A.
Correct and incorrect methods of using cored solder.
(3) When soldering large joints, the movement of the soldering iron is
important. When the iron is moved too slowly, the molten solder tends to spread
away from the joint being soldered. If the iron is moved too rapidly, the solder
will not have a chance to melt completely, the cracks in the joint will not be
filled, and a weak joint will result. When soldering heavy materials, the iron
should be moved slowly. On light materials, whose melting point approaches that of
the solder, the iron should be held at one spot no longer than necessary to melt
the solder thoroughly. When using a very hot soldering iron, the angle of the iron
should be shifted as the work progresses so that more and more of the flat tinned
surface of the tip comes in contact with the surfaces being soldered. This
procedure will keep the applied heat more constant. With an electric soldering
iron, no shifting is necessary, for its heat remains stable.
143

 Previous Page
Previous Page
