

(b) Once the commutator has been resurfaced, its dimensions are
checked against the limits specified in the repair standards. Providing the
dimensions are within limits of the repair standards, the mica is now undercut and
the commutator refinished.
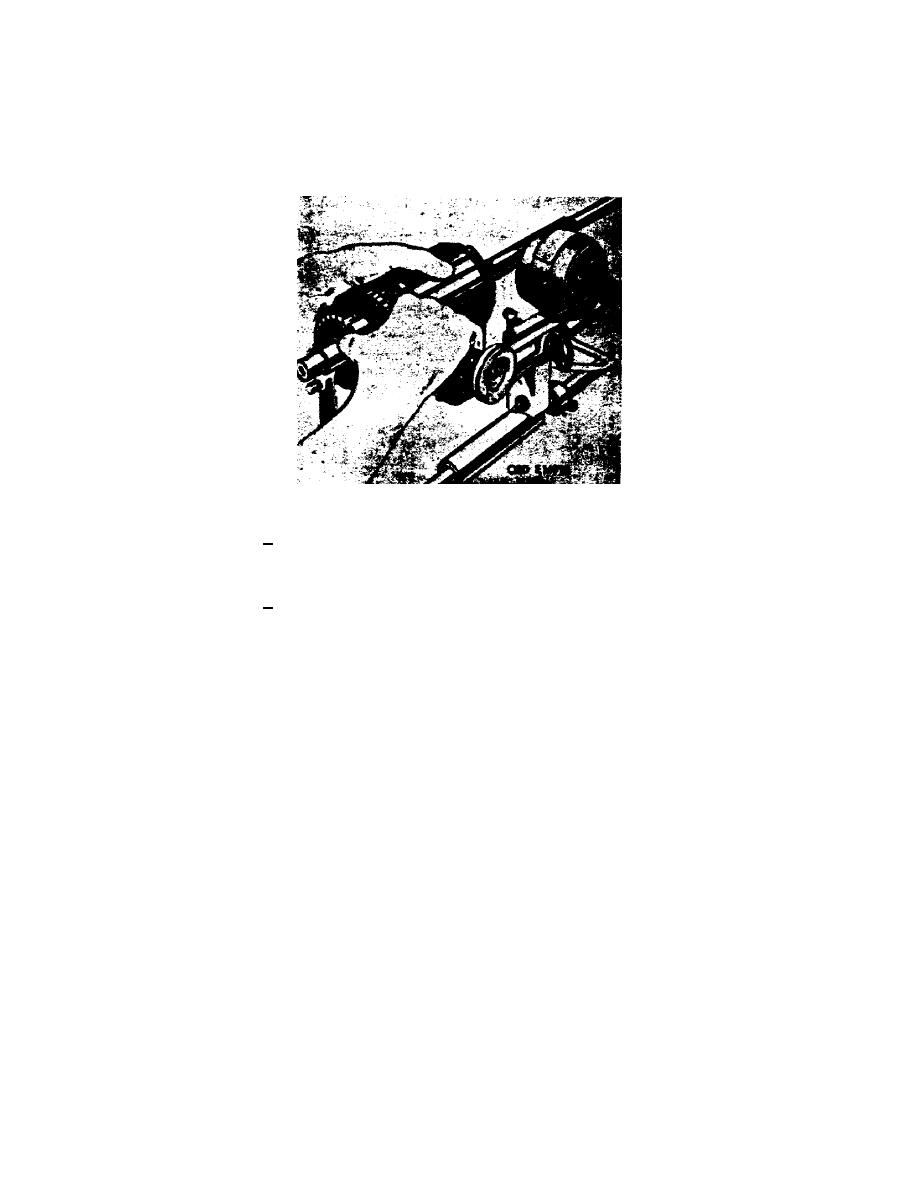
(c) After resurfacing the commutator the mica is undercut to a depth
of 0.025 to 0.032 inch below the surface of the segment. Figure 24 shows a power
driven mica cutting tool.
Figure 24.
Power driven undercutting of mica.
1. Special care should be exercised when undercutting the
mica. You do not want to widen the commutator slots by removing metal from the
segments, nor do you want to leave a thin edge of mica next to the segment.
2. Figure 25 shows how the mica may be undercut by hand.
First start a groove in the mica with a three-cornered file; then undercut with a
piece of hacksaw blade. Also shown are illustrations of good and bad mica
undercutting.
(2) With the mica now undercut, remove all copper and mica particles
with compressed air. Install the armature on the lathe once again and rotate it to
1,500 RPM. Polish the commutator with No 2/0-sandpaper as shown in figure 26.
After polishing, check the armature diameter to see if it has remained within the
limit specified in the repair standards (foldout 2).
10.
ASSEMBLY. In assembly it is important that the reverse procedure of
disassembly be followed. A thread sealer should be applied to the pole shoe
bearing bushings have oiler holes; these holes must be alined with the oiler holes
in the pinion drive housing (fig 9), intermediate housing (fig 15), and the
commutator end head (fig 17).
OS 010, 6-P20

 Previous Page
Previous Page
