

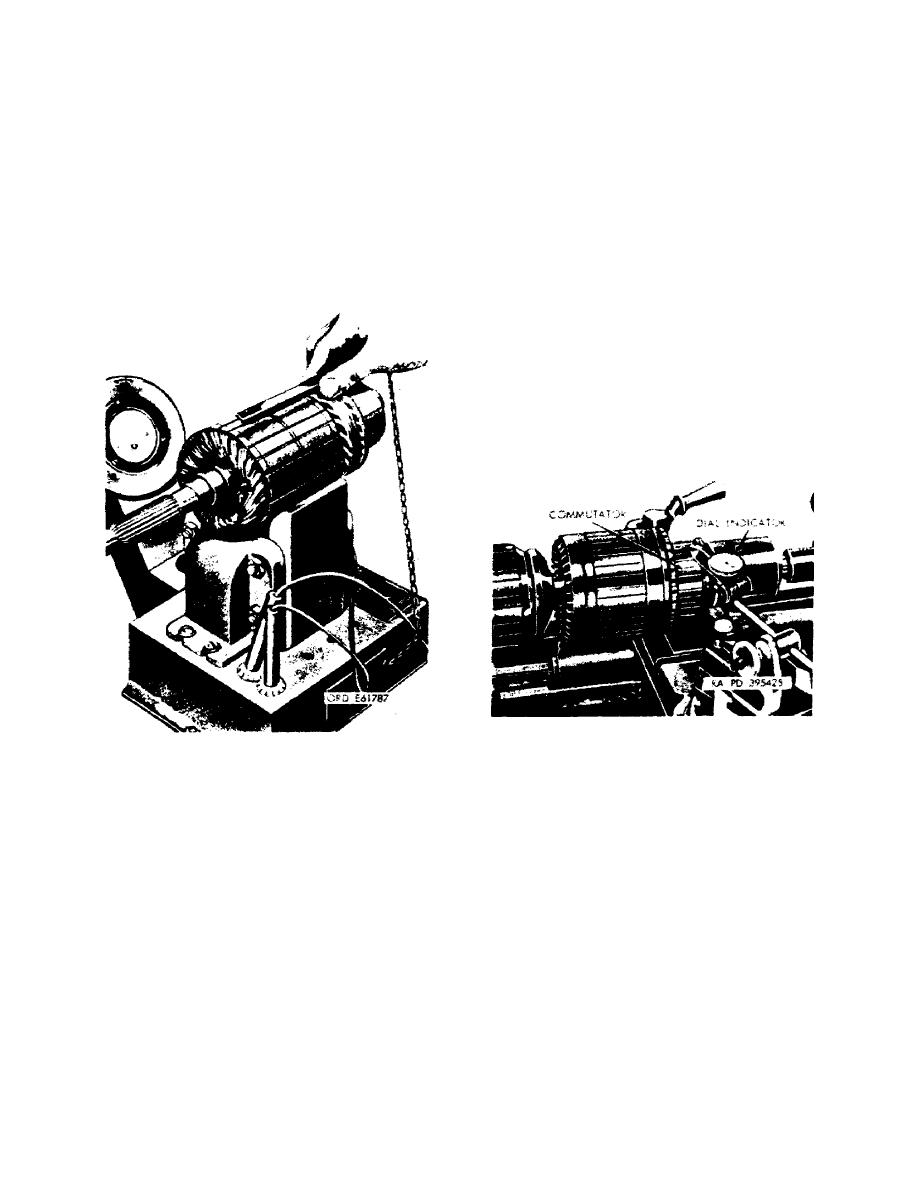
(2) Figure 20 shows the growler being used to check the armature for
shorts. It is done by holding a strip of steel, such as a hacksaw blade, about
1/32 inch away from the armature. While holding the steel strip in position, the
armature is rotated slowly. A short circuit will pull the steel strip tightly
against the armature core and cause it to vibrate.
(3) The commutator surface is inspected for an even, highly burnished,
dark-copper color. If the contact surface is rough, pitted, scored, burned, or
coated with hard carbon or oil, it must be resurfaced.
(4) Figure 21 shows the checking of the armature concentricity. This is
done by using a lathe or a set of V-blocks and a dial indicator. As the armature
is turned, the dial indicator will show deviation of the armature concentricity or
the amount of roundness. If the indicated value does not conform to the repair
standards, the commutator must be resurfaced.
Figure 21.
Concentricity check.
Figure 20.
Short circuit check.
(5) Inspect the mica between the commutator segments. If it is not
0.025 to 0.032 inch below the segment surface, it must be undercut to the correct
depth.
OS 010, 6-P18


 Previous Page
Previous Page
