

WELDING OPERATIONS I - OD1651 - LESSON 1/TASK 2
by 1/4 inch stainless steel bar which is placed in the damaged
portion of the armor plate.
It is then bead welded in place.
The principal advantages of this joint are its simplicity, and
good structural and ballistic properties.
Care should be taken
that no welding is done on the hard face side of the armor plate.
c.
Armor Plate Welding Electrodes.
(1) The most satisfactory method for the repair of homogeneous
and face hardened armor plate is the arc welding process with
stainless steel electrodes.
(2) In the oxyacetylene welding process, a large section of
base metal must be heated to maintain a welding puddle to weld
satisfactorily. This heating destroys the heat treatment of the
base metal, causing large areas to become structurally and
ballistically weak.
In addition, this process is slow and
produces considerable warpage of the base metal.
(3) Initially, developments in armor plate welding required the
use of stainless steel electrodes containing 25 percent chromium
and 20 percent nickel.
Further developments served to produce
electrodes with a core of 18 percent chromium and 8 percent
nickel, and a coating of manganese or molybdenum, or both, which
produce excellent results.
These electrodes are known as
manganese modified 18-8, and molybdenum modified 18-8 stainless
steel electrodes.
They can be used for welding all types of
armor plate by the electric arc process without preheating or
postheating the base metal structure.
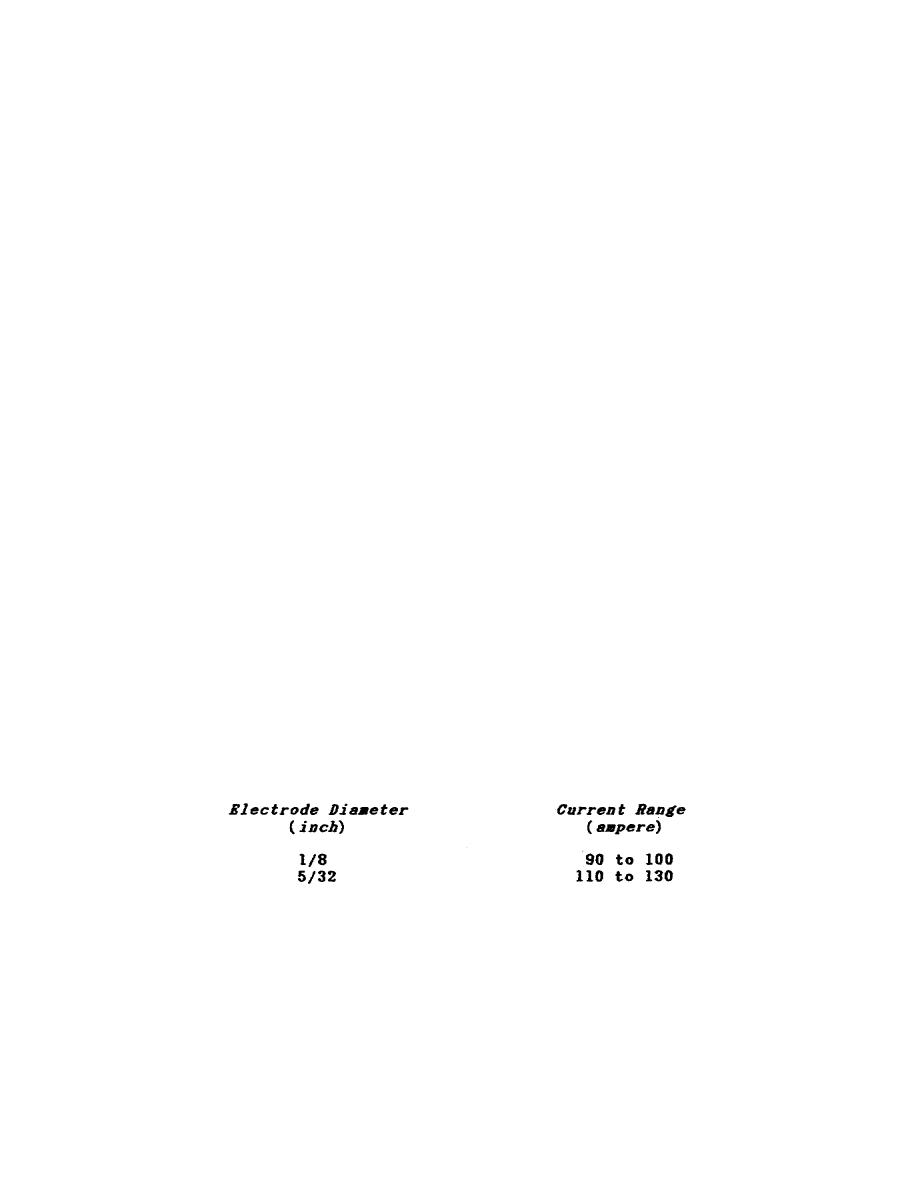
(4) Current and Polarity.
The exact current required for arc
welding with the electrodes previously discussed depend to some
extent on the joint type, electrode design, and position of
welding.
Listed below are the recommended welding current
settings listed for direct current reverse polarity, all
position, heavy coated, modified 18-8 stainless steel electrodes.
91


 Previous Page
Previous Page
