

MILLING MACHINE OPERATIONS - OD1644 - LESSON 1/TASK 1
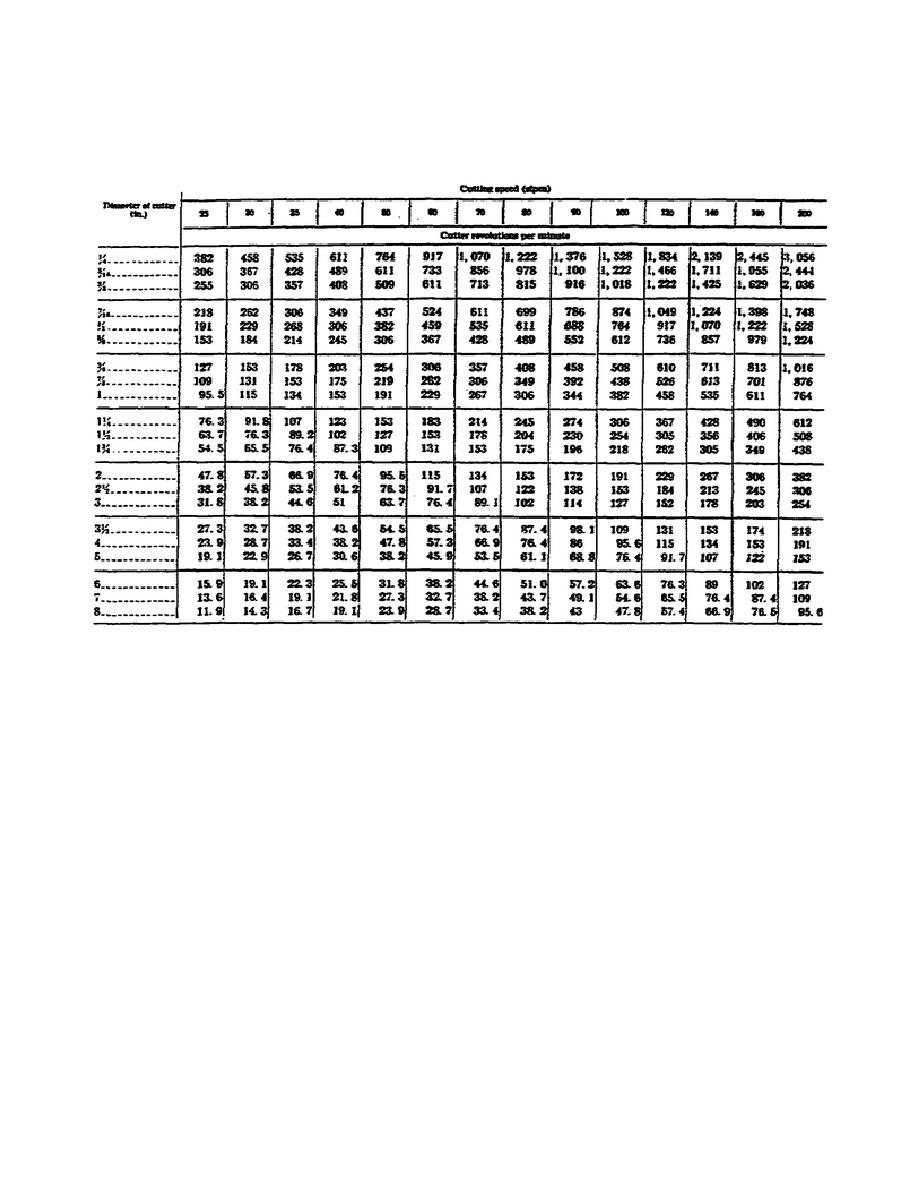
TABLE 2.
MILLING CUTTER ROTATIONAL SPEEDS.
cutter.
Coarse cutters with strong cutting teeth can be fed at a faster
rate because the chips may be washed out more easily by the cutting oil.
(c)
Coarse feeds and deep cuts should not be used on a frail workpiece,
or on a piece that is mounted in such a way that its holding device is not
able to prevent springing or bending.
(d)
The degree of finish required often determines the amount of feed.
Using a coarse feed, the metal is removed more rapidly but the appearance
and accuracy of the surface produced may not reach the standard desired for
the finished product. Because of this, finer feeds and increased speeds are
used for finer, more accurate finishes.
Most mistakes are made through
overspeeding, underspeeding, and overfeeding. Overspeeding may be detected
by the occurrence of a squeaking, scraping sound. If vibration (referred to
as "chattering") occurs in the milling machine during the cutting process,
the speed should be
32


 Previous Page
Previous Page
