

BANDSAW OPERATIONS - OD1646 - LESSON 1/TASK 1
file teeth, they may scratch the workpiece.
When steel is to be filed,
chalk can be rubbed into the file before filing; the chalk will reduce the
tendency for hard particles to adhere to the file.
The file should be
cleaned often, using a stiff brush or a file card.
The brush should be
moved in the direction of each cut of the file to dislodge all particles
hidden between the teeth.
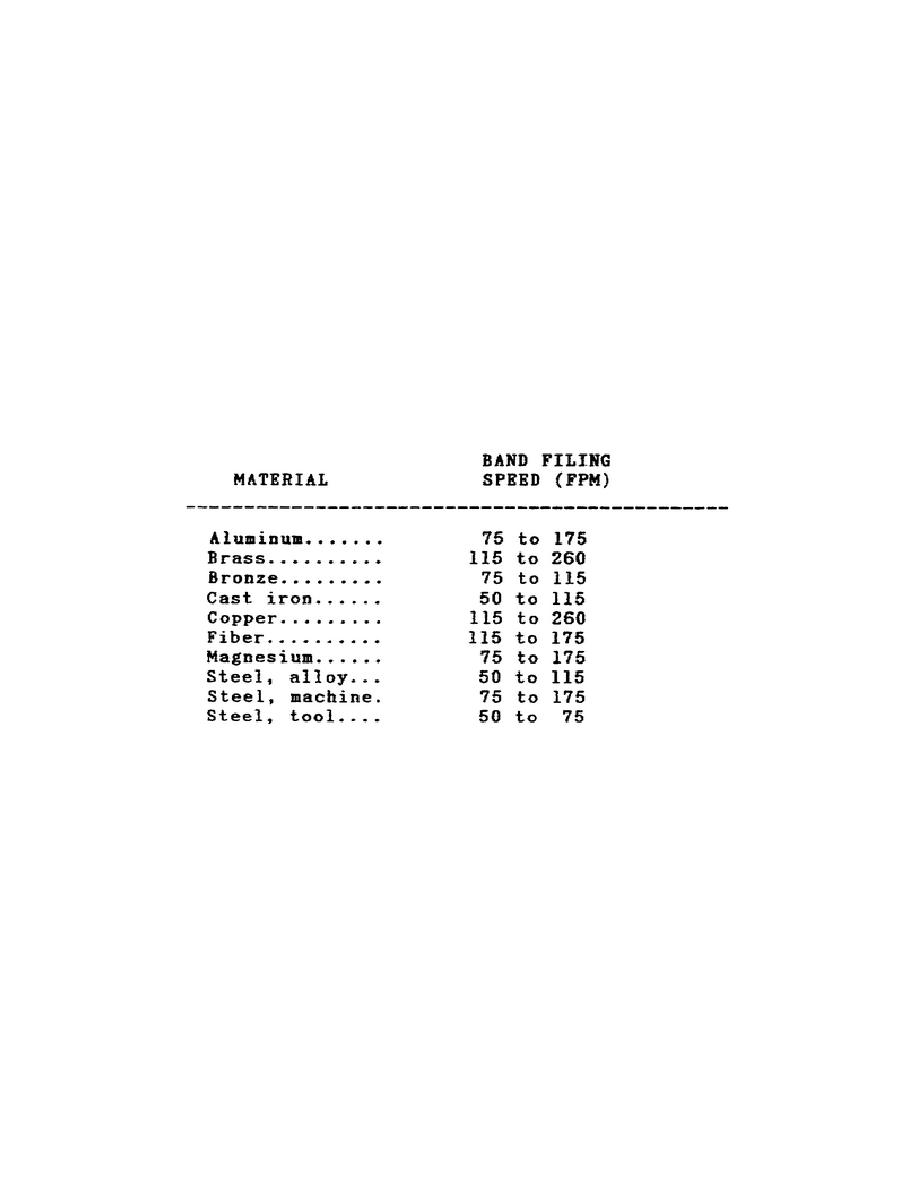
(3) Band Filing Speed.
Band files should be run at relatively slow
speeds as compared to speeds used for bandsawing.
In general, the best
filing speeds are between 80 and 150 feet per minute (fpm). Table 6 lists
the recommended filing speeds for band filing. Note that, in general, the
slower speeds are used for filing harder metals, and the faster speeds are
used for filing softer metals.
TABLE 6.
BAND FILING SPEEDS.
(4) Band Filing Feeds.
Work pressure on the band file should not be
excessive.
Medium pressure applied against the band file moving at the
proper speed will produce curled chips which will not clog the file. Heavy
pressure will cause clogging and can cause the file to break or the machine
to stall. A light pressure should be used for finish filing, with a slow,
sideways motion that will not leave vertical file marks on the workpiece.
41


 Previous Page
Previous Page
