

LATHE OPERATIONS - OD1645 - LESSON 1/TASK 3
(2) It should be noted that these tools are intended for cutting sharp V-
threads with a 60 thread angle.
For cutting threads to the Unified or
American (National) Standard form, it is necessary to grind the point of the
cutter bit to the shape of the thread root. In the case of the American
(National) Standard thread, a flat should be carefully ground at the point
of the bit, perpendicular to the center line of the 60 thread angle. For
the Unified thread, the end of the bit should be ground with the required
radius for external threads. In both cases, the tool should be ground to
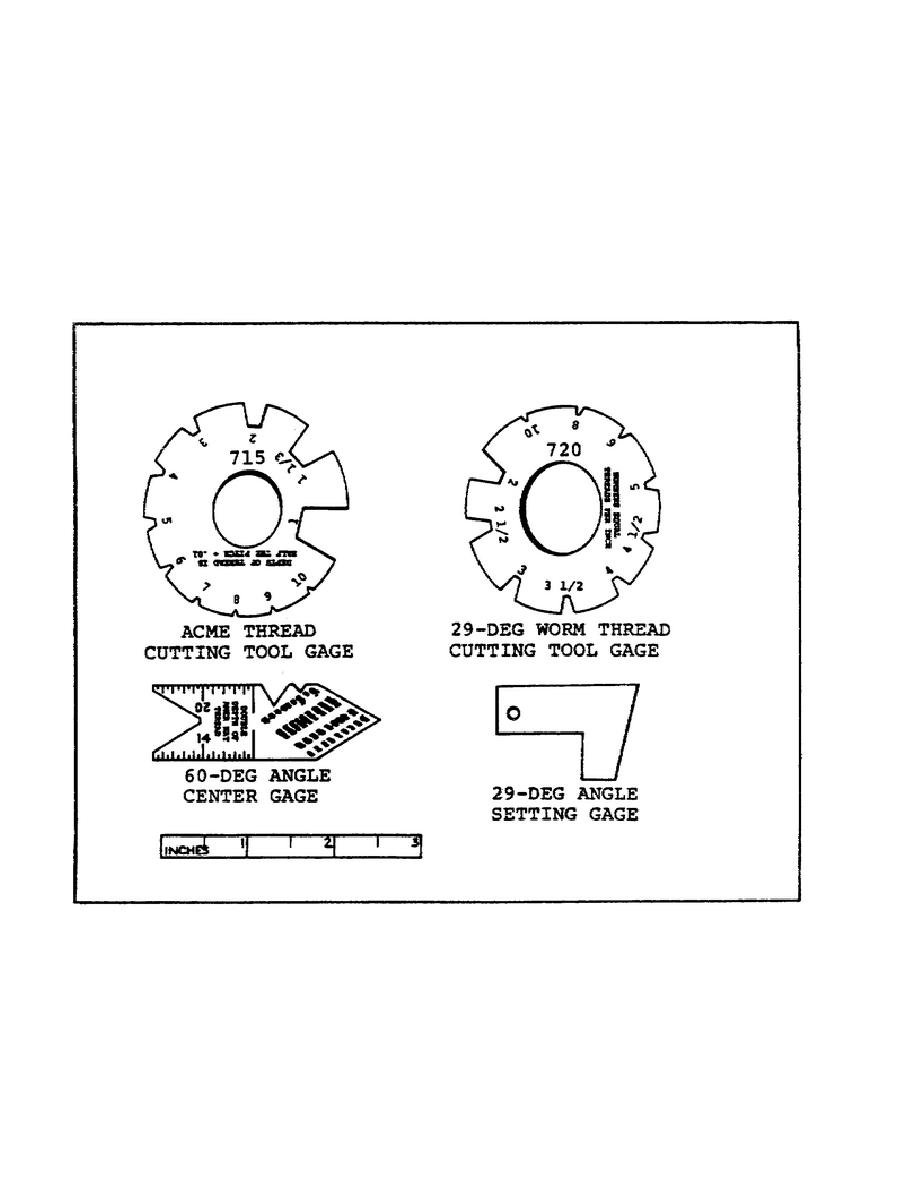
the angle specified by the pitch of the thread (figure 42).
FIGURE 42.
THREAD CUTTING GAGES.
(3) For Acme and 29 wormscrew threads, the cutter bit must be ground to
form a point angle of 29. Side clearances must be sufficient to prevent
rubbing on threads of steep pitch. The end of the bit is then ground to a
flat which agrees with the root for the specific pitch being cut. Thread
111


 Previous Page
Previous Page
