

LATHE OPERATIONS - OD1645 - LESSON 1/TASK 1
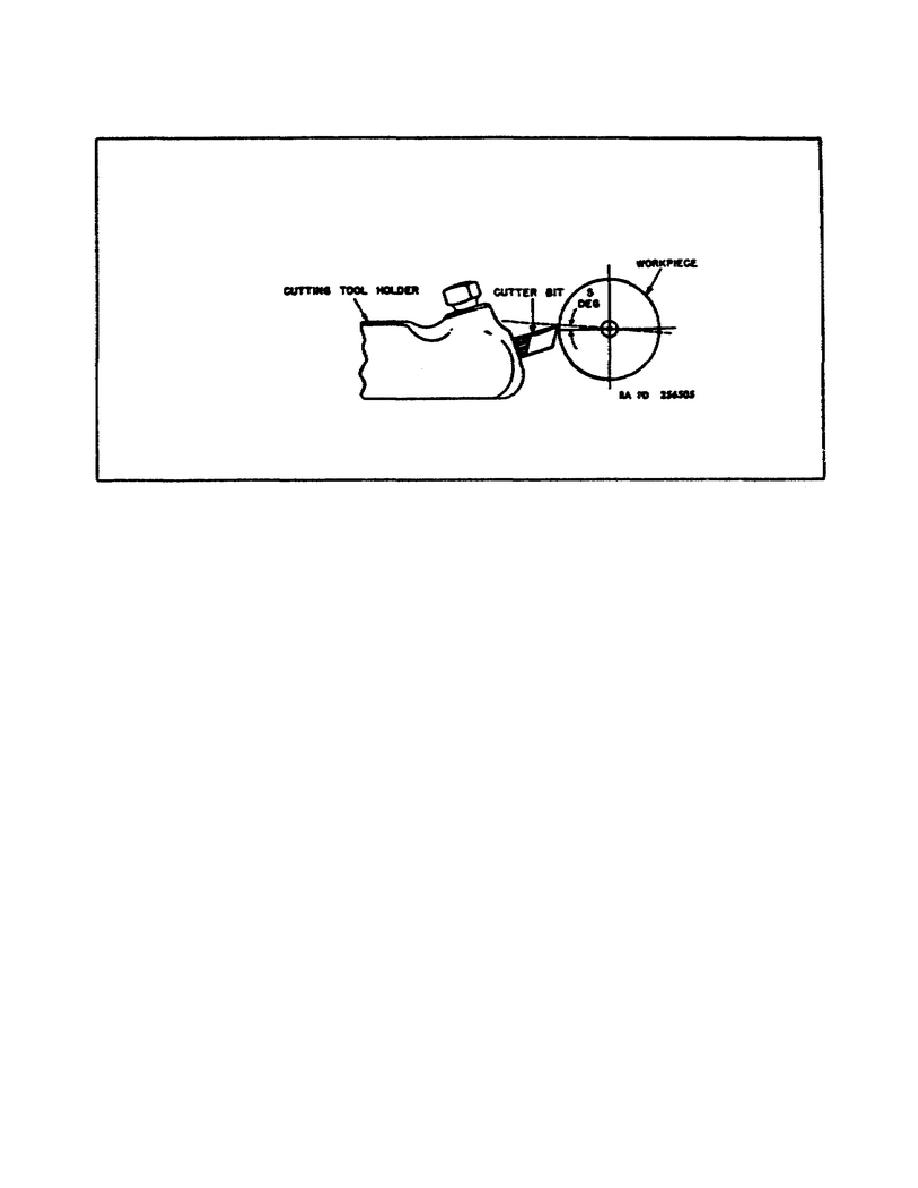
FIGURE 26. POSITION OF CUTTER BIT
FOR STRAIGHT TURNING.
different diameters, the tailstock center is out of alignment with the
headstock spindle and realignment is necessary.
Continue cutting after
correct alignment is made, stopping the lathe at intervals to check the
tailstock center. After roughing, reverse the ends of the workpiece so that
the area held by the lathe dog can be turned. When the piece is within 1/32
to 1/64 inch of the desired size, reduce the depth of cut, reduce the feed,
increase the speed, and take light finishing cuts to the proper dimension.
Measure the workpiece after each cut, with micrometer calipers. Reverse the
piece again and, using shims under the lathe dog to prevent scoring of the
machined surface, finish the other end of the workpiece.
NOTE
Remember that if the workpiece is turned smaller than
the described size, it cannot be made larger and is
ruined.
g.
Shoulder Turning.
(1) General.
It is frequently necessary to turn a workpiece so that it
will have two or more diameters in its length. For example, a bar 12 inches
long might be 3 inches in diameter for half its length, and 3 1/2 inches in
diameter for the other half. It would therefore have an abrupt step
60


 Previous Page
Previous Page
