

(d) Use a blade with 18 teeth per inch on solid stock, aluminum,
babbitt, tool steel, high speed steel, cast iron, and so on. This pitch is
recommended for general use.
(e) Use a blade with 24 teeth per inch on tubing, tin, brass, copper,
channel iron, and sheet metal over 18 gage. If a coarser pitch is used, the thin
stock will end to strip the teeth out of the blade and make it difficult to push
the saw. Two or more teeth should be in contact with the work.
(f) Use a blade with 32 teeth per inch on thin-walled tubing and conduit
and sheet metal thinner than 18 gage.
d. Shears and cutters.
(1) Hand shears.
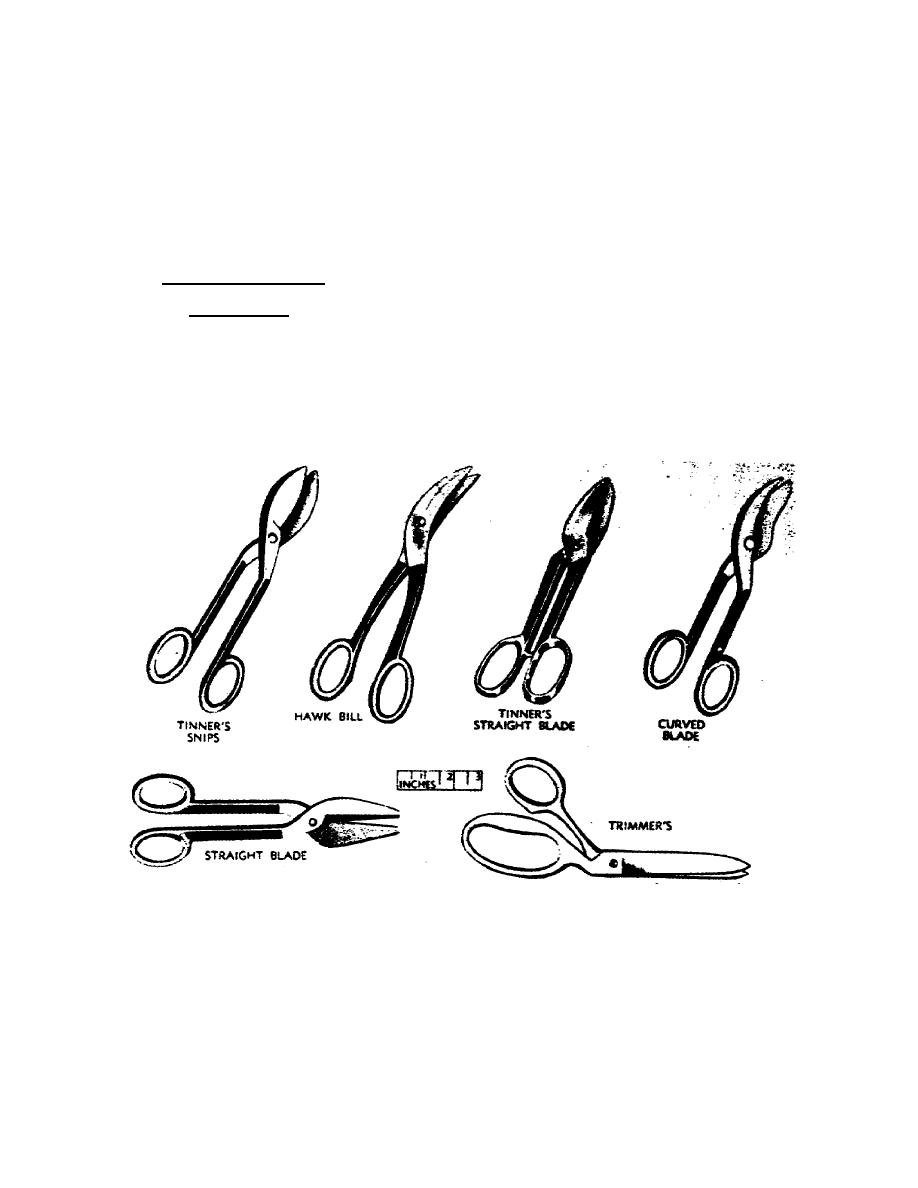
(a) One of the handiest tools for cutting light sheet metal is the hand
snip tin snips). The straight hand snips (fig 37) have blades that are.-straight
and cutting edges that are sharpened to an 85 angle. Snips like this can be
obtained in different sizes ranging from the small 6-inch snip to the large 14-
inch. They are designed to cut sheet metal up to one-sixteenth inch in thickness.
They will also work on a slightly heavier gages of soft metals such as aluminum
Figure 37.
Hand shears.
(b) Snips will not remove any metal when a cut is made. There is a
danger, though, of causing minute metal fractures along the edges of the metal
during the shearing process. For this reason it is better not to cut exactly on
the layout line in an attempt to avoid too much finish work.
32


 Previous Page
Previous Page
