

Figure 10.
Balanced pressure type torch.
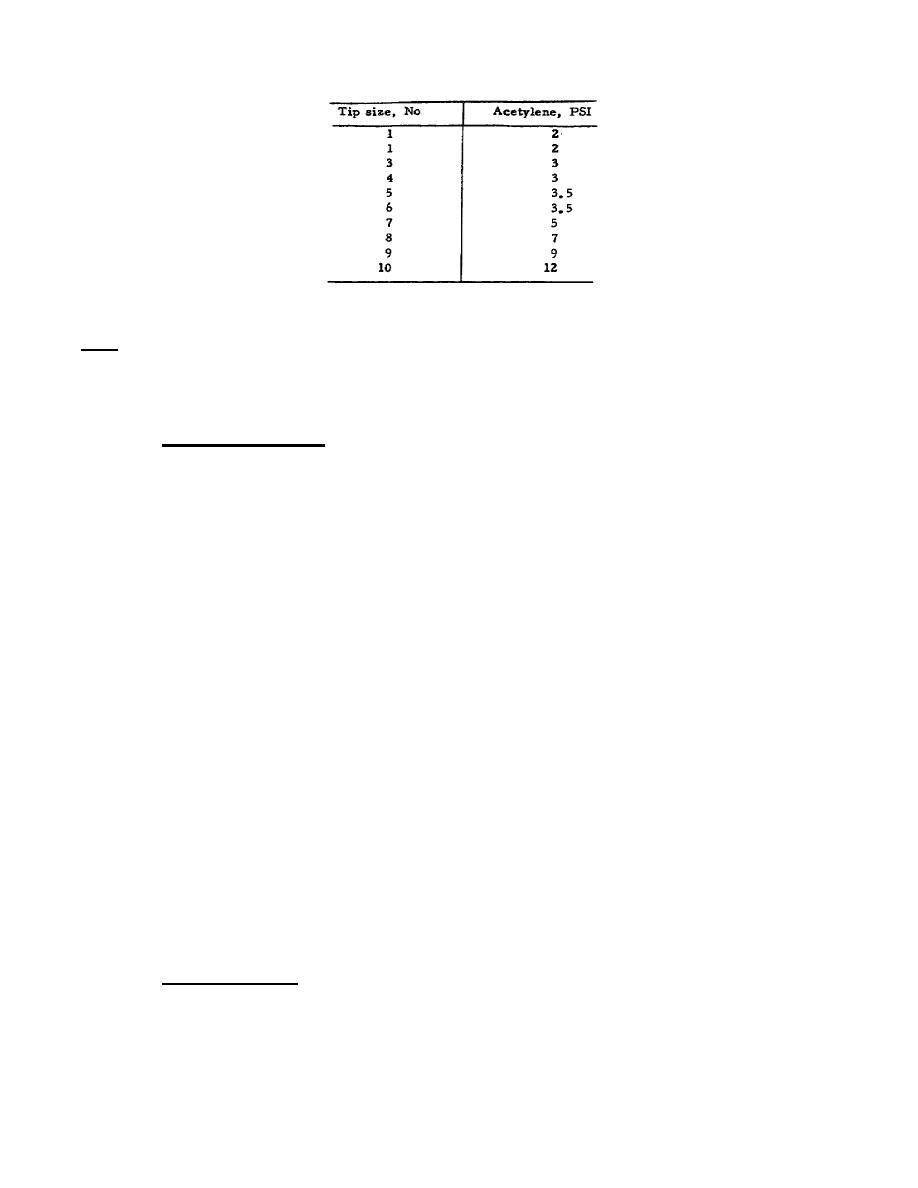
Note.
-
Oxygen pressures are approximately the same as acetylene in the
balanced pressure type torch. Pressures for specific types of mixing
heads and tips are specified by the manufacturer.
13.
FLAME ADJUSTMENT AND FLAME TYPES.
a. Lighting the torch. To start the welding torch hold it so as to direct
the flame away from the operator, gas cylinders, hose, or any flammable material.
Open the acetylene valve and ignite the gas by striking the sparklighter in front
of the tip.
(1) Since the oxygen valve is closed the acetylene is burned by the oxygen
in the air. There is not sufficient oxygen to provide complete combustion so the
flame is smoky and produces a soot of fine unburned carbon. The acetylene flame is
long, bushy, and has a yellowish color. This pure acetylene flame is unsuitable
for welding.
(2) Before opening the oxygen valve, the acetylene valve should be slowly
opened until the base of the pure acetylene flame is about 1/16- to 1/8-inch away
from the tip face. When so adjusted the flame is stable and free from flashbacks
or backfires.
(3) Slowly open the oxygen valve; the acetylene flame will shorten and
return to the tip face. The flame changes to a bluish-white and forms a bright
inner cone surrounded by an outer flame envelope or sheath flame. The inner cone
develops the high temperature required for welding. The outer envelope contains
varying amounts of incandescent carbon soot, depending on the proportions of oxygen
and acetylene in the flame.
(4) The temperature produced is so high (up to 6,300F) that the products
of complete combustion (i.e., carbon dioxide and water) are decomposed into their
elements. Acetylene burning in the inner cone with oxygen supplied by the torch
forms carbon monoxide and hydrogen. As these gases cool from the high temperatures
of the inner cone they burn completely with the oxygen supplied by the surrounding
air and form the lower temperature sheath flame. The carbon monoxide burns to form
carbon dioxide and the hydrogen burns to form water vapor. Since the inner cone
contains only carbon monoxide and hydrogen, which are reducing in character (i.e.,
able to combine with and remove oxygen), oxidation of the metal will not occur
within this zone.
b. Types of flames. Three types of oxyacetylene flames (fig 11) are commonly
used for welding. These are neutral, reducing (or carburizing), and oxidizing
flames.
115


 Previous Page
Previous Page
