

(f) If the hole to be tapped is a blind hole (fig 36), use a plug tap and
finally a bottoming tap (fig 39) to complete the tapping operation. A bottoming
hole is one in which the thread has been tapped as far as the bottom. Use extreme
caution to keep the taps from being forced against the bottom of the hole. Check
cut threads with the proper screw pitch gage.
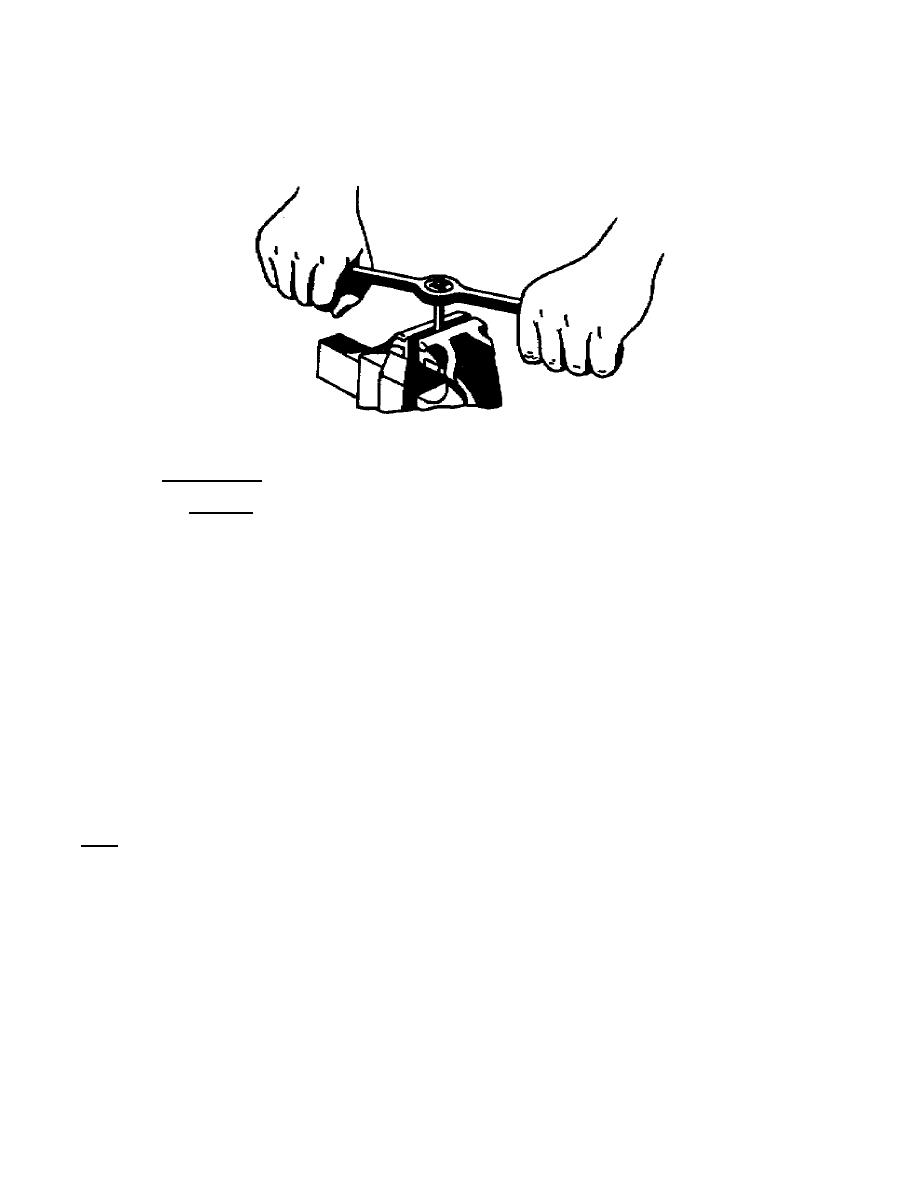
Figure 39.
Using a die and diestock.
e. Use of dies.
(1) General.
The general procedure for cutting threads by hand is
described below.
(a) Make certain the work to be threaded is clean and free from burs.
(b) Secure the work firmly in a vise (fig 39).
(c) See that the die is held firmly in the diestock.
Set an adjustable
die to the desired size before securing it in the diestock.
(d) Drop some cutting oil on the work and the die and position the
chamfer of the front face of the die (side with the longest chamfer) squarely on
the work.
(e) Rotate the die slowly, but firmly, until the threads take hold.
After cutting several threads, stop to determine if the die is square with the
work. Use a try square or suitable tool to check squareness.
(f) Turn the die back a quarter turn after each forward full turn to
prevent teeth from breaking off and for ease of threading.
Note.
-
When threading hard materials, use cutting oil liberally.
(g) Back the die off the newly cut thread carefully and check the cut
threads with the proper screw pitch gage.
83


 Previous Page
Previous Page
