

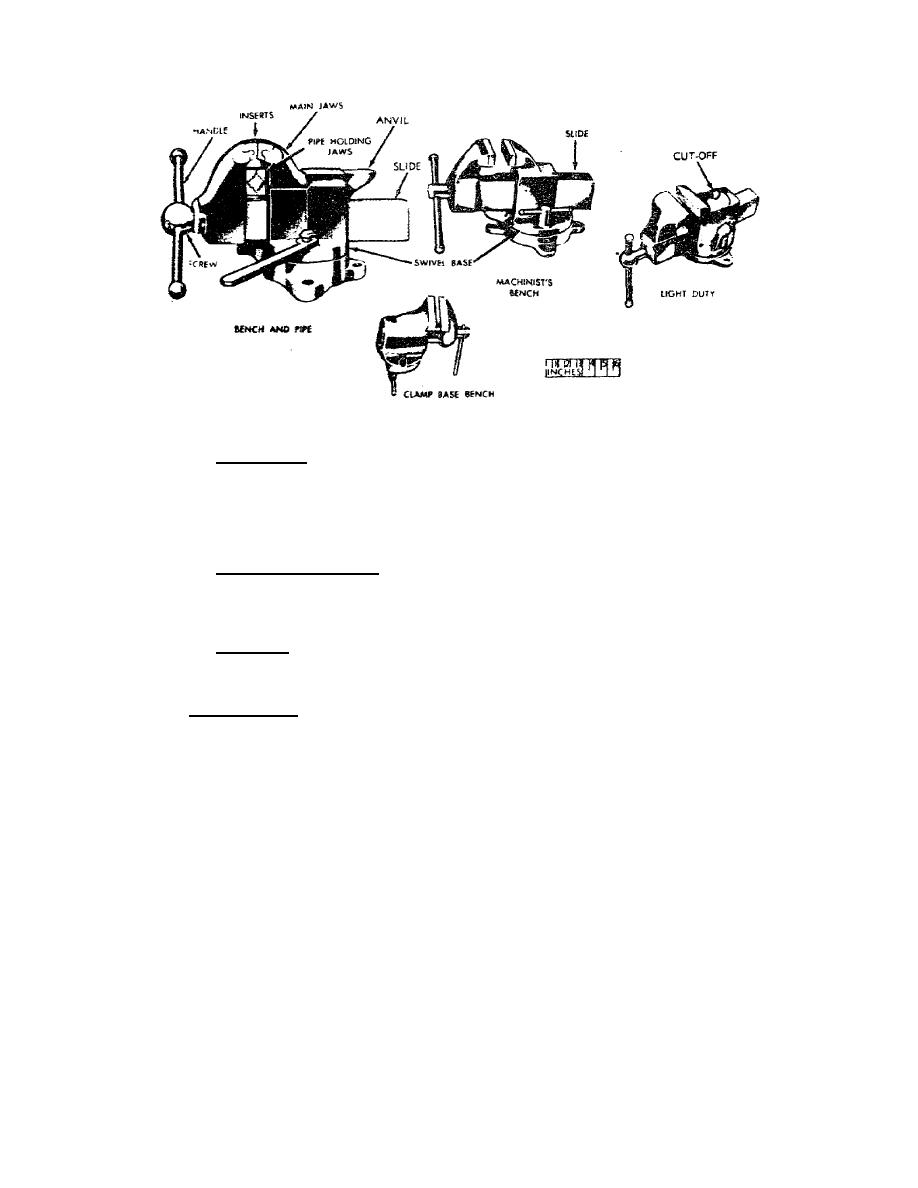
Figure 30.
Types of vises.
(e) Pipe vises. A pipe vise (fig 31) is specifically designed to hold
round stock. The vise shown has a capacity of 1 to 3 inches. One jaw is hinged so
that the work can be positioned and then the jaw brought down and locked. This
vise is also used on a bench. Some pipe vises are designed to use a section of
chain to hold down the work. Chain pipe vises range in size from 1/8 to 2-1/2-inch
pipe capacity up to 1/2 to 8-inch pipe capacity.
(f) Machine table vise. The machine table vise (fig 32) is constructed
so that it may be secured on a machine table and work held for subsequent machining
operations. These vises either have a 3-1/2-inch jaw width and a 3-inch jaw
opening, or a 6-inch jaw width with a 6-inch jaw opening.
(g) Pin vise. A pin vise (fig 32) is held in the hand. Its overall
length is usually about 4 inches. It has a chuck-type jaw which is capable of
holding small stock from 0 to 0.187 inch in diameter.
(2) Use of vises.
(a) When holding soft metal in a vise, material softer than the
workpiece must be used in the jaws to prevent damage to the work. The work should
be held securely to prevent it from slipping but not so tight that it will damage
the work.
(b) When holding hard material, turn the screw of the vise up tight and
tap the end of the handle sharply for the final tightening.
(c) To hold irregularly shaped work in a vise requires a little thought.
Make certain the jaws grip on a firm even surface of the work. The swivel jaw type
of vise (not illustrated) is especially suited to hold tapered or irregular work,
since one jaw can be swiveled. A tapered pin must be removed before the jaw can be
swiveled.
(d) Cylindrical work can be held between straight jaws; however, it is
better to insert V-cut jaws over the straight jaws for this work.
23


 Previous Page
Previous Page
